The food and beverage industries employ a wide variety of machinery in processes from raw material handling to pumping and conveying of ingredients; from processing by mixing and cooking; as well as during packing and storage. However diverse the application, they all rely on one common factor – the low-voltage (LV) electric motor in both AC (alternating current) and DC (direct current), and including the latest permanent magnet and synchronous reluctance motors.
Pumps, fans and even decanters can be controlled very successfully by running their LV motors at full speed and adjusting their output by relatively crude mechanical methods, such as gears or throttling. However, in the past 30 years we have seen the adoption of a more elegant and energy efficient approach based on variable speed drives (VSDs).
Drives for support operation of machinery safety
A VSD ensures that a process can achieve the optimum speed and torque while maintaining the required accuracy. The benefits of AC drives are well recognized in terms of considerable improvements in plant productivity and efficiency, energy savings and reduced wear on moving equipment. Yet, because of the precise control they offer, drives can play an equally important role in ensuring safe stopping of machinery.
Functional safety is part of an overall safety regime that depends on a system or equipment operating correctly in response to its inputs. In machinery, functional safety usually means systems that safely monitor and, when necessary, take control of the machine applications to return operation to a safe state, or to ensure that the desired action, such as safe stopping, takes place.
Our LV AC drives support operation of machinery and process safety. Drives offer a wide selection of safety functions either as a standard or integrated into drives optional safety functions module. The option of certified safety functions in a drive, reduces the need for external safety add-ons such as contactors and safety relays as well as the wiring which these would require.

The most common safety functions of a drive
Perhaps the most essential of safety functions is safe torque off (STO), which brings the machine safely into a no-torque state and/or prevents it from starting accidentally. This function allows the safe cleaning and mechanical maintenance of food processing machinery. Alternatively, it can allow an operator to reposition product while the drive is paused in standby mode, ready to resume operations with the minimum of interruption to production. The drive’s internal diagnostic functions also run during the shutdown, making it possible to analyze such events afterwards, a feature which can be hugely beneficial when optimizing a process.
Safe operating stop (SOS) keeps the motor in a safe standstill while maintaining the motor torque and is related to safe stop 2 (SS2), which stops the motor safely, initiating SOS below a specified speed or after a defined time limit.
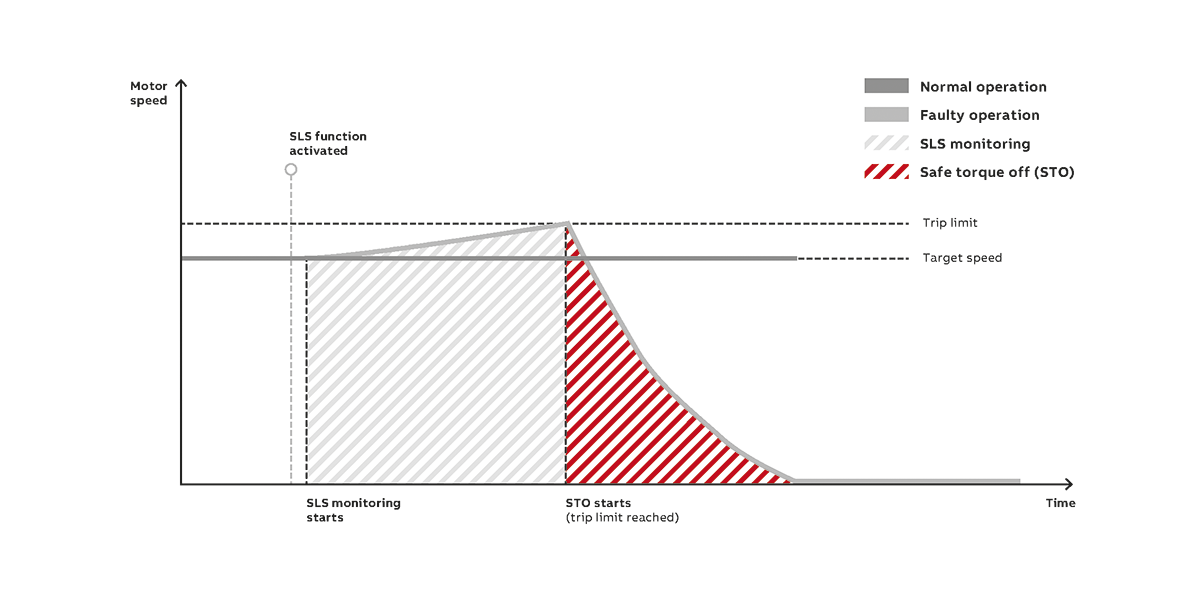
A number of other defined safety functions can be incorporated into drives, including functions such as: safely-limited speed (SLS) which prevents the motor from exceeding the defined speed limits; safe direction (SDI) which prevents the motor shaft from moving in an unwanted direction; safe brake control (SBC), which provides a safe output signal to control the motor’s mechanical brake, while checking the action has occurred; safe speed monitor (SSM) which provides a safe output indicating that the speed is under the specified speed limit.

Typical food and beverage applications for safety related drives
With STO built in as standard, ABB’s new ACS880 drive can be supplied with the most common certified safety features integrated into its optional safety functions module. Typical functions for these types of safety related drives are SS1, SBC and SLS. SS1 is particularly important for applications such as large sugar centrifuges. If an operator became entangled in the mechanism, the use of STO alone could leave the centrifuge spinning for up to an hour due to the large inertia. SS1 will bring the centrifuge to rest under control, typically employing active braking from a regenerative drive. STO would then be initiated to remove the torque and make the centrifuge safe.
Safe brake control (SBC) would be employed on a palletizer or vertical conveyor. The mechanical brake can be used to safely stop the movement in cases where the motor cannot provide sufficient torque to lift the load, or the load moves or accelerates uncontrollably. The brake is activated either with a stopping function, or when the motor movement is not as expected by the safety monitoring. SLS guarantees that a machine will not go above a preset speed, ensuring that, for instance, a liquid oil decanter centrifuge is not damaged by excessive rotational forces.
Safety function graph (SS1) : Large sugar centrifuge is brought faster to a safe stopped state with combination of SS1 safety function and active braking from a regenerative drive. 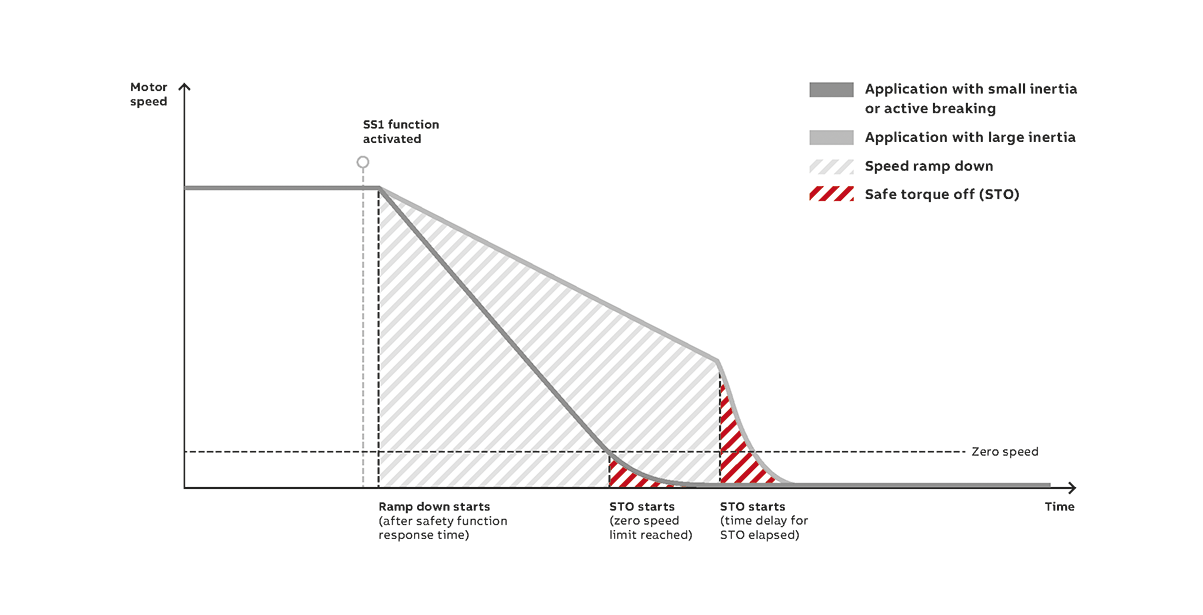
Safety function graph (SLS) : Safely limited speed (SLS) function safely coasts the decanter centrifuge to a stop after detecting over-speed caused by a faulty speed reference.
How safety functions benefit your application
In a variety of food and beverage applications a decanter centrifuge uses very high centrifugal forces to separate solids from liquids. The key to the separation is the high centrifugal force. While this delivers the benefit of increasing process throughput, which saves time and money, it also introduces safety concerns that need to be addressed.
Any malfunctions or mechanical problems can present a serious safety hazard. As example a small vibration caused by running the decanter above a certain speed can quickly lead to larger safety issues, not only for the machine but also for plant personnel and the production. Variable speed drives can help the decanter centrifuge manufacturer to fulfill the required safety standards, with the most appropriate safety functions built in to help reduce overall system part count and complexity.
The reliability of modern drives has seen them come to be regarded as an integral element of a safety system. With dedicated safety functionality, they are forming an increasingly important element in helping the food and beverage industry improve its safety record while at the same time maximizing its productivity and, therefore, profitability.