
Conveyor drive systems serve as critical equipment in many industries, particularly in mining where they support the automation of moving high volumes of resources in a safe, efficient, and scalable way. In this industry sector, having reliable and high-performing technology is essential.
Fenner Conveyors, a Michelin Group Company, recognises itself as Australia’s leading provider of complete conveyor solutions, delivering end-to-end systems through its extensive portfolio of trusted conveyor brands. Uniquely positioned to engineer, manufacture, install, monitor and maintain advanced conveyor systems, Fenner powers critical industries including mining, processing, ports, energy, and agriculture. With over 150 years of heritage, the company’s commitment to quality and cutting-edge technology ensures reliable solutions that keep Australia’s material movement safe, efficient, and future-focused.
ABB is delighted to be commemorating another milestone with the company, as this year marks two decades of collaboration with Fenner, reinforcing a strategic partnership that continues to drive progress.
A partnership with a purpose
“Our mission has always been clear: to provide best-in-class conveyor solutions, including a full lifecycle of services that balance human, environmental, and economic priorities,” said Shane Wilson, General Manager - Electrical, Australian Conveyor Engineering (ACE), at Fenner Conveyors.
“We’ve been partnering with ABB since 2005, leveraging the company’s advanced variable speed drives (VSDs) and electric induction motors to deliver tailored turnkey solutions to our clients for their material handling applications. This collaboration dates back to when VSD technology was only just emerging, and ABB was already highly regarded as the leader in innovation and reliability.”
Fenner first approached ABB seeking new technology that, at the time, was rarely used in underground mining, making a significant shift away from the traditional mechanical variable speed solutions. This technology has now become a fundamental requirement for high torque demand, whether its running at full speed or at low speed, to reliably start conveyors when fully loaded.
When restarted, a drive system needs to be able to immediately overcome the static friction of a loaded belt, the inertia of the material and belt (so more torque is needed to accelerate it from a complete stop), and prevent belt slippage (when load is too high, the drive pulley may spin but the belt will not move). All these factors contribute to mechanical stress, failures, and potential unplanned downtime if the right drive is not used.
“In searching for a supplier, we also considered whether their technology could support our goal of taking our business to the next level by reducing our reliance on external vendors and making our operations plant more self-sufficient.
We also prioritised a supplier that would give us the ability to standardise our equipment across all our sites, which would help us to expertly package and streamline our designs and system offerings, plus strengthen our dedication to advancing local Australian manufacturing with increased speed,” said Shane.
“There’s huge value to be recognised when a customer chooses an ABB motor and VSD package. They can realise benefits such as having access to our smart technology like Direct Torque Control (DTC). DTC is still a game-changer with its precision torque performance in highly dynamic applications that are needed in Australia’s heavy industries,” said Adrian Ng, National Sales Manager for Tender and Execution Center (TEC) Packaging at ABB Australia.
Furthermore, ABB’s mining motors are purpose-built for the harsh conditions found in mining environments with their rugged cast-iron frames, high IP protection, and sealing systems designed to withstand dust, moisture vibration, and temperature swings. The flameproof motor (Ex) variants are also certified for use in potentially explosive underground atmospheres, ensuring safety remains at the forefront.
“Working with partners like Fenner, we can optimise the ABB motor and VSD to meet the high-power demands, while staying compact and completely sealed, addressing the drive system’s heat losses with liquid cooling. With every package being a truly tailored solution to suit the end-site requirements, ABB will guarantee the performance of the equipment which significantly reduces operational risk while maximising the reliability and lifetime of the equipment, even in the harshest conditions.”
When it comes to efficiency, the ABB motor and drive package optimises energy over the lifecycle of the equipment. Even small efficiency gains produce large annual energy savings.

A standard underground installation for ABB integrated ACS880 Liquid Cooled Variable Speed Drives in Fenner Conveyors Substations. 
A thorough on-site commissioning process by Fenner personnel ensures optimal efficiency and minimises downtime. 
Celebrating a strong partnership: Team members from ABB Australia and Fenner Conveyors stand alongside a Fenner Conveyors substation, showcasing ABB’s internally integrated liquid-cooled drive modules which are engineered for performance in demanding environments. 
The ability to integrate ABB variable speed drives (VSDs) into Fenner Conveyors substations as individual components allows the system to be precisely sized to suit manoeuvring within underground height restrictions, right through to final positioning at the conveyor location. 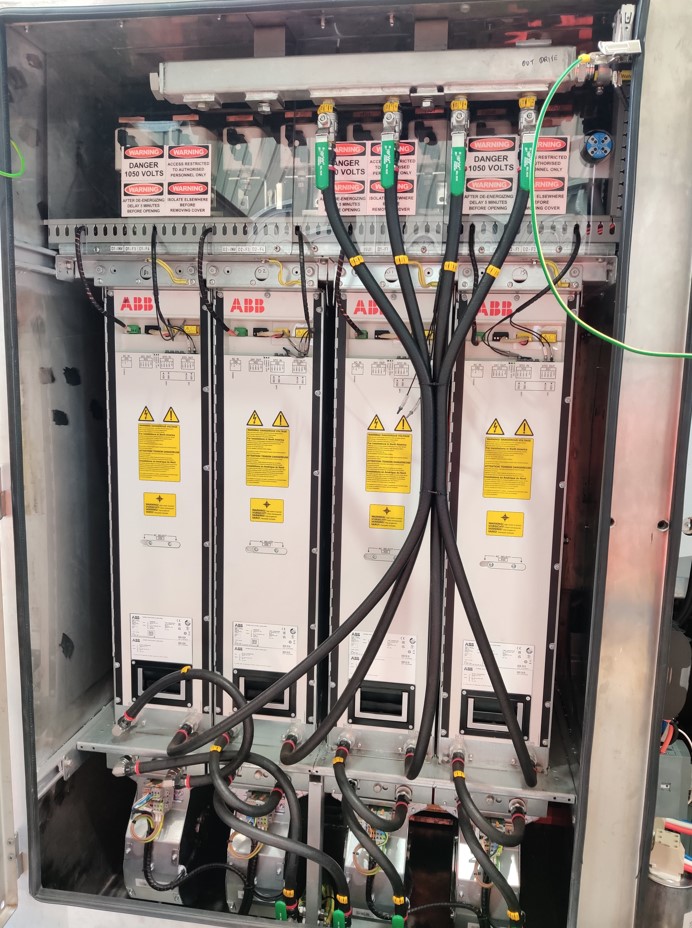
ABB’s multidrive modules provide easy access for removal when needed and feature a purpose-built cooling interface. 
A completed Fenner Conveyors Substation Starter. 
Mechanical drive modules, featuring ABB’s VSD-ready motor technology, deliver easier installation and low-maintenance operation. The motor is designed to maximise power and efficiency, providing full torque output, even at low speeds.
Excellence in action
Shane says that an example that stands out to him is a project that they commissioned in New South Wales in longwall underground coal mining. In this application, following the coal extraction process, the coal is transferred onto a conveyor belt system before being transported out of the mine.
“Our client sought to boost tonnage output by 20% to meet growing market demands. Our engineers collaborated with ABB to perform an efficiency audit and drive performance assessment, and were able to identify the key parameters that could be modified within the client’s existing ABB ACS880 VSDs to optimise their operations. This approach allowed them to accomplish their business goals without incurring costly capital works or causing unnecessary environmental impact.
Additionally, the tailored solution we developed enabled their conveyors to store material on the belt during processing downtime. This meant that when the outbye belt restarted, it could immediately resume with a full load ready to be transported. This supports in maximising throughput and minimising idle time.”
Adrian adds, “With our long-standing global production facilities and round-the-clock engineering support, we’re able to complement the deep technical expertise of the Fenner team - strengthening our combined capability and elevating the solutions we deliver together. The combination of Fenner’s engineering capability together with ABB’s advanced VSDs and motors enables the development of tailored, high-performance solutions that consistently outperform off-the-shelf alternatives - and this project is a prime example.”
"The support we’ve received from the team at ABB in Australia has been instrumental to our success over the past 20 years."
What makes the partnership work
“The support we’ve received from the team at ABB in Australia has been instrumental to our success over the past 20 years. They facilitate direct communication with ABB’s factory and design teams, allowing us to influence product development and resolve technical issues swiftly. This collaboration ensures we extract maximum value from ABB technology and deliver enhanced outcomes for our clients,” said Shane.
When asked what’s next for Fenner, Shane says they are continuing to deliver a robust pipeline of projects across the country while actively growing opportunities internationally.
“Integrating ABB equipment with our solutions remains central to our business outlook. While specific projects are confidential at this time, we have a clear strategic intent to continue leveraging ABB’s solutions well into the future.”
ABB Motion, a global leader in motors and drives, is at the core of accelerating a more productive and sustainable future. We innovate and push the boundaries of technology to contribute to energy efficient, decarbonizing and circular solutions for customers, industries and societies. With our digitally enabled drives, motors and services we support our customers and partners to achieve better performance, safety and reliability. We deliver motor driven solutions for a wide range of applications in all industrial segments. Building on over 140 years of domain expertise in electric powertrains, our more than 22,000 employees across 100 countries learn and improve every day.